注塑模推出機(jī)構(gòu)介紹
當(dāng)注塑件注塑成型后,我們等到塑膠件冷卻后,用一套裝置把塑膠件從模具中頂出,我們也稱之為脫模過程,我們通常就稱這個(gè)推出機(jī)構(gòu)稱之為注塑模推出機(jī)構(gòu)為推出機(jī)構(gòu),有的人也稱之為脫模機(jī)構(gòu),還有人稱它為頂出機(jī)構(gòu),凡此種種,都是只是一個(gè)簡(jiǎn)單的動(dòng)作,推出注塑件.
注塑模推出機(jī)構(gòu)的構(gòu)成
1:推出部分
2:復(fù)位部分
注塑模推出動(dòng)作設(shè)計(jì)
有三種方法可以進(jìn)行推出動(dòng)作設(shè)計(jì)分別是
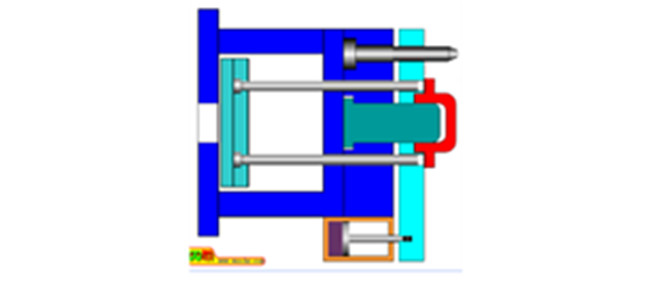
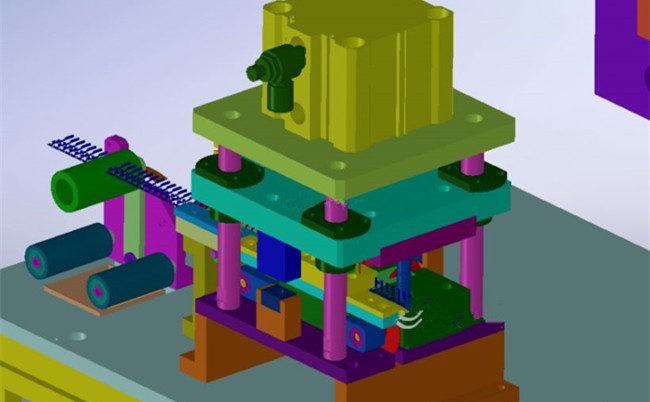
1:設(shè)計(jì)使用機(jī)械來推出機(jī)構(gòu)
這樣做的好處非常簡(jiǎn)單,在注塑過程中,一般溫度都在200攝氏度左右,高溫非常危險(xiǎn),所以這種方便減少了人工的參與,安全性能方便提高了很多,另外在產(chǎn)品一致性方便可以保證一致性,因?yàn)闄C(jī)械加工都是完成的同一個(gè)步驟,缺點(diǎn)就是人不在注塑機(jī)方便,如果發(fā)現(xiàn)不良塑膠件,需要等到塑膠件注塑完成后一段時(shí)間才才能發(fā)現(xiàn).
2:設(shè)計(jì)使用手動(dòng)推開機(jī)構(gòu)
這種方法很顯然現(xiàn)在越來越少,最重要的原因也跟樓上說的一樣,溫度太高,人手動(dòng)推模可能會(huì)發(fā)生意外情況太多,不建議使用
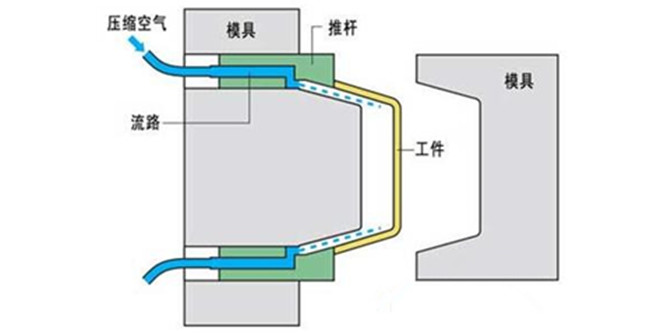
3:設(shè)計(jì)使用氣動(dòng)進(jìn)行推模
這種方法的好處是磨損小,功耗小,安全系數(shù)高,但是效率相比機(jī)械推出機(jī)構(gòu)來說會(huì)低一些.
綜合以上三種可能,我們采取的為機(jī)械推出機(jī)構(gòu)來完成塑膠件的推出.
在設(shè)計(jì)中需要注意的事項(xiàng)
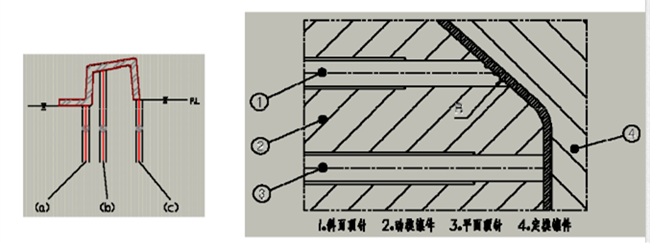
1:為了獲得較大的頂出力,我們?cè)O(shè)計(jì)的時(shí)候可以在垂直壁厚的下方
2:模具的頂桿在加工時(shí)設(shè)計(jì)為直角或者垂直,這樣更方便于加工.
注意到這兩個(gè)要求,一般的簡(jiǎn)單脫模,就非常容易了.如果遇到比較復(fù)雜的脫模,需要設(shè)計(jì)兩種或者兩種以上的脫模方式同時(shí)進(jìn)行脫模.
推出機(jī)構(gòu)的復(fù)位
脫模機(jī)構(gòu)在完成了塑膠件脫模之后,我們需要保證推出機(jī)構(gòu)進(jìn)行復(fù)位來進(jìn)行下一次運(yùn)動(dòng),在這個(gè)過程中,推薦板之外,其他的脫模機(jī)構(gòu)必須要恢復(fù)到初始位置,需要復(fù)位的組件如下
1:推出機(jī)構(gòu)中的復(fù)位桿 需要復(fù)位
2:推出機(jī)構(gòu)中的彈簧
3:推出機(jī)構(gòu)中的推桿和推管等.
按照這樣的方法設(shè)計(jì),推出機(jī)構(gòu)基本能把簡(jiǎn)單的推出塑膠件
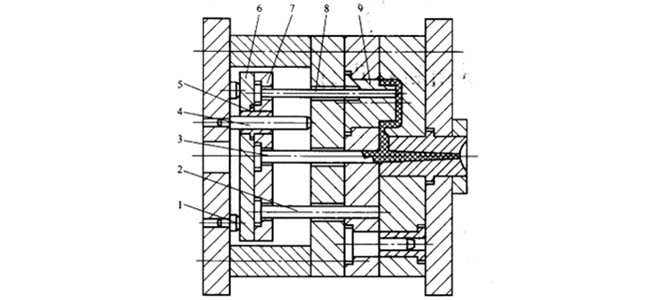
如遇到復(fù)雜的需推出件,我們可以采用兩次推出的方法.第一次設(shè)計(jì)為通過彈簧或者拉桿來完成,后一次推出通過簡(jiǎn)單的推出機(jī)構(gòu)來完成.如圖.