塑膠制品千千萬,但是萬變不離其宗,設(shè)計的不同,產(chǎn)品的多樣,用料的不同,產(chǎn)品性能不同,但是總歸一點,跟設(shè)計有關(guān),設(shè)計的好壞,對產(chǎn)品命運擁有者舉足輕重的地位.
很多時候大家都知道,三星電子的手機一直使用塑膠外殼,不斷沒有人怪罪,而且銷量節(jié)節(jié)領(lǐng)先,在這個都最求金屬質(zhì)感的年代,怎樣設(shè)計出來一款大家更喜愛的塑膠制品,也是難上加難,不僅僅要實用,更需要有創(chuàng)造性的思維,今天我們就不講怎樣去創(chuàng)造,就簡單的講講塑膠制品的設(shè)計原理

塑膠制品尺寸的選取
在塑膠制品選取上需要滿足很多條件,
首當(dāng)其沖的要說是滿足安裝要求以及客戶的使用要求,
同時考慮到在注塑成型的時候塑料產(chǎn)品的流動性,尺寸大的產(chǎn)品需要流動性好一些,尺寸小的產(chǎn)品流動性就相對來說可以降低一些.
最后還有一個塑膠制品完成后,設(shè)備的性能,如散熱,厚度等等等等都需要在設(shè)計中都能達到要求.
精度的要求
不同的產(chǎn)品,精度要求不同,如華為榮耀手機和百事可樂塑料瓶進行對比,榮耀手機對精度要求是非常的高,幾個絲的錯位將會導(dǎo)致自動打螺絲定位的不準(zhǔn),但是百事可樂罐就不同了,相差十多個絲完全就是非常好的產(chǎn)品,所以不同的塑膠制品對待精度的要求完全不同.不同的產(chǎn)品要求完全不同,但是從這么多年的加工中總結(jié)總計有以上三點:
1:塑膠模具在制造時候的精度
2:塑膠在加工的過程中使用的塑料顆粒
3:塑膠在制作做成中的生產(chǎn)工藝,以及工藝條件等

塑膠制品表面的粗糙程度
塑膠制品的設(shè)計還和注塑模具表面的粗糙程度有決定性的關(guān)系.一般情況下,模具的粗糙程度相對與塑膠制品來說要降低很多,所以模具的表面一般會進行研磨拋光,這個動作一般情況是少不了的.通過這種方式,需要達到的模具型腔與型芯的表面的逛街度要一致Pa小于0.2um.
一般情況下而言,如果塑膠圈上面沒有公差要求話,尺寸一般采用標(biāo)準(zhǔn)中的8級比較適合.
二般情況下:對孔類型的尺寸可以進行標(biāo)正公差,軸類的各種尺寸可以進行標(biāo)負(fù)公差.如果是遇上中心矩尺寸可以進行標(biāo)正負(fù)公差.總體原則是配合部分尺寸要高于非配合的尺寸,主要的原因也不言而喻.

脫模斜度在塑膠制品設(shè)計中的重要性
先說說,如果不注意脫模斜度會產(chǎn)生的影響.在塑膠制品設(shè)計中如果沒有考慮到脫模,塑膠制品在生產(chǎn)冷卻這個過程中會產(chǎn)品熱脹冷縮現(xiàn)象,制品會發(fā)現(xiàn)有收縮痕跡,導(dǎo)致塑膠件緊抱模腔中的模芯和型腔中的突出部分,這些都是熱脹冷縮所引起.這時候我們要想取出來生產(chǎn)出來的塑膠制品就相對來說比較困難了.如果這種情況發(fā)生,強行的去取出塑膠件會是塑膠制品表面出現(xiàn)問題,如出現(xiàn)擦分現(xiàn)象,拉毛現(xiàn)象.
遇到這些事情,我們在設(shè)計的時候就需要一個考慮傾斜度問題,我們需要考慮與脫模方向的平行的內(nèi)外表面,通常我們會設(shè)置在1°——1°30`.設(shè)計的時候我們需要考慮型芯斜度,一般而言型芯斜度.比型腔的大一些,如果是型芯的程度越長,型腔的深度越大,這時候我們不能讓斜度減少.

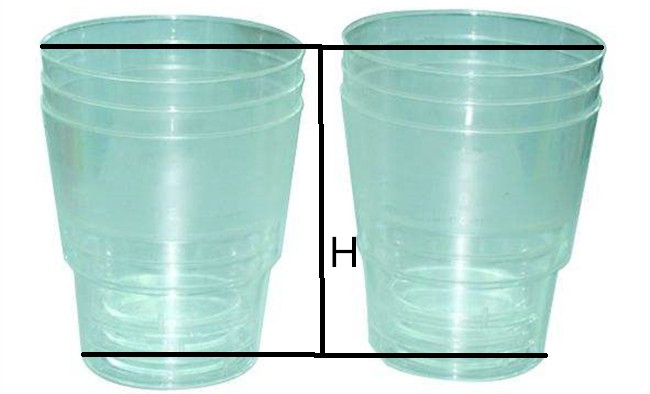
設(shè)計中壁厚的設(shè)計
壁厚的設(shè)計跟塑料選取有一定的聯(lián)系,塑膠制品的強度,還有他的剛度以及制品的結(jié)構(gòu)特點都需要根據(jù)塑膠制品成型工藝的要求進行設(shè)定.
壁厚不足,很引起剛度的不足,同時也讓強度產(chǎn)生不足.塑膠壁太薄,塑料在注塑的時候填充會比較困難,
壁厚過厚,第一就是效率低下,冷卻時間會延長,還可能增加工藝難度,如生產(chǎn)中產(chǎn)生氣泡,縮孔等,這時候壁厚一致性也有所欠缺,同時產(chǎn)生內(nèi)應(yīng)力,防止塑膠件出現(xiàn)變形的情況,更惡劣的時候塑膠件會開裂.

設(shè)計中加強筋的設(shè)計
6.1:需要減少甚至要避免不必要的聚積的現(xiàn)象,尤其是局部聚積;
6.2:加強筋它的排名需要有一定的規(guī)則,在排列的時候需要順著型腔排列,特別是需要了解注塑件時,要順著型腔內(nèi)部的流動方向;
6.3:中間的加強筋和外壁需要低于半毫米以上,這樣的話支撐面就會變得平衡.
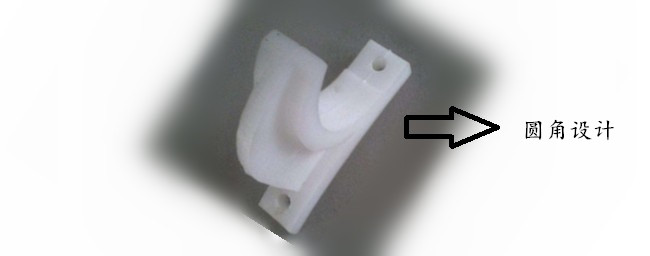
塑膠設(shè)計中圓角的設(shè)計
塑膠件的圓角或者圓弧都只是一個過渡的產(chǎn)品,主要是因為有以下幾個原因,
第一,尖角處會產(chǎn)品會讓應(yīng)力比較集中.
第二:塑料在流動時候更容易充模.
第三:有利于注塑模具的壽命.
第四:塑膠件使用圓角方便過渡
孔槽在塑膠制品的中的設(shè)計
8.1:第一種設(shè)計方法設(shè)計時直接模塑出淺孔,方便成型后鉆孔
8.2:第二種設(shè)計方法設(shè)計時模塑成盲孔后再鉆孔
8.3:第三種設(shè)計方法設(shè)計時模型直接就模塑出來即可.

支承面在塑膠制品中的設(shè)計
塑膠件在制作過程中,需要以邊框,底腳作為支承面,很多人在設(shè)計過程中常常使用整個平面作為支承面,這種方法在我們設(shè)計中一般很少使用.
在設(shè)計中嵌件設(shè)計
在設(shè)計嵌件時,是為了更好增加制品整體的強度以及剛度,或者是某一部位的強度和剛度,在這樣的情況下,我們可以在塑件內(nèi)添加金屬嵌件這種設(shè)計方案.有時候也會有文字圖案設(shè)計,有以下幾種方案
10.1:標(biāo)志設(shè)計
10.2:花紋設(shè)計
10.3:凹凸紋設(shè)計

設(shè)計中螺紋設(shè)計
在設(shè)計螺紋時,根據(jù)受力壓力,一般情況下螺紋塑膠件的螺紋直接就用模塑成型出來就可以了,如果受力比較大的時候,需要采用金屬螺紋嵌件設(shè)計來成型